鋼格柵的安裝方法不是簡單的施工細節,而是直接影響產品選擇、使用安全和使用壽命的關鍵因素。許多項目只關注產品本身的參數,而忽略了安裝方法對鋼格柵性能要求的深遠影響,最終導致安裝困難、安全風險甚至提前失敗。本文將揭示不同安裝場景下的選擇技巧,以幫助您實現從安裝方法到產品選擇的準確匹配。

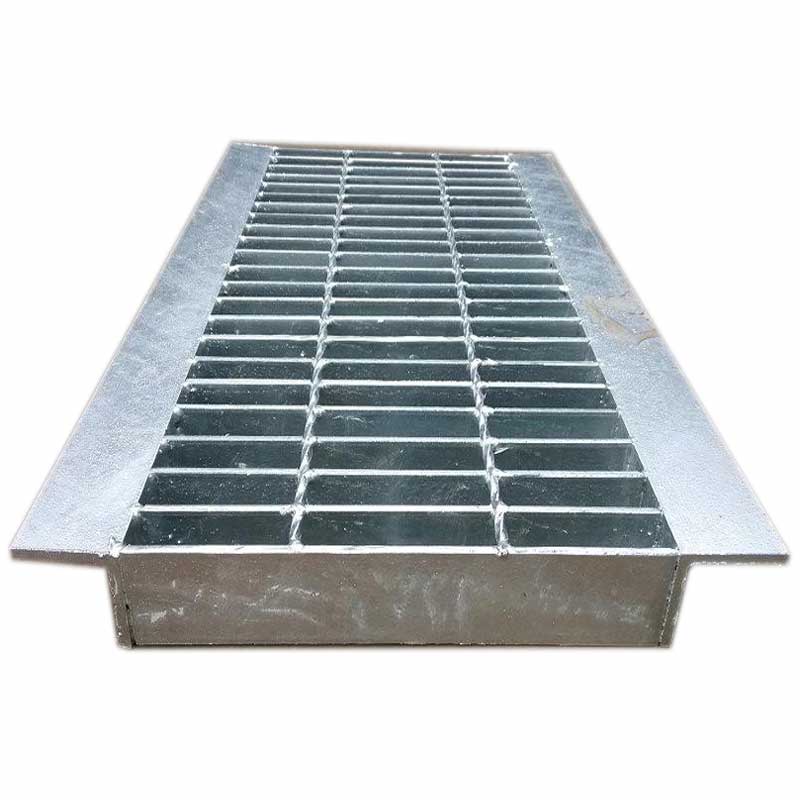
一、鋼格柵焊接安裝的選型門道
必須注意熱影響區的材料測試。焊接安裝要求
鋼格柵材料碳當量CE≤0.42%,否則熱影響區容易出現裂紋。某石化工程采用高碳
鋼格柵焊接后,半年內焊縫周圍出現大規模應力腐蝕開裂。建議采用Q235B而不是Q345B,焊接性能差。
鍍鋅層的特殊處理是必不可少的。焊接會破壞
鍍鋅層,鋅層必須在焊縫兩側30mm范圍內提前拋光,否則會產生有毒的鋅煙,影響焊接質量。更專業的方法是購買“特殊焊接”格柵,并在焊接部位預留
鍍鋅處理。
結構剛度的匹配設計決定了安全性。焊接安裝會形成剛性連接,要求
鋼格柵本身具有較高的抗彎剛度。建議扁鋼高度增加5%-10%,如G325常規場景改為G355,以抵消焊接引起的應力集中效應。
二、鋼格柵螺栓固定的購買智慧
連接部分的強化設計是基礎。螺栓孔周圍必須設置加強板或加厚處理,否則孔壁在長期振動下容易撕裂。機場項目測量顯示,3mm厚的加強板可使螺栓連接壽命延長5倍以上。
防松脫配件的黃金組合無法節約。必須采用尼龍鎖緊螺母+彈簧墊圈+平墊圈的三重防松系統,振動環境下單一防松措施將失效。由于一年后彈簧墊圈被省略,30%的螺栓在橋梁維修通道松動。
邊緣處理的特殊要求經常被忽視。螺栓安裝的格柵邊緣應保留15-20毫米的無孔區域,以避免邊緣螺栓導致邊緣開裂。專業方法是選擇工廠預鉆產品,孔位精度比現場開口高10倍,孔壁防腐處理。

三、鋼格柵卡扣式安裝的選擇秘訣
魔鬼公差控制的細節決定了成敗。卡扣安裝要求格柵長度公差控制在±普通切割精度不能滿足1mm以內的要求。必須選用激光切割下料產品,其精度可達到±0.5mm,確保卡扣緊緊咬合。
需要考慮彈性變形的預留空間。卡扣連接允許微位移,要求格柵具有更好的彈性恢復能力。建議選擇屈服強度≥355MPa材料,避免反復變形后塑性變形。商場人行天橋案例顯示,卡扣連接后兩年低碳
鋼格柵明顯下沉。
耐磨涂層的額外保護是必要的。扣接觸面應采用聚氨酯或陶瓷涂層,以減少摩擦損失。測量數據顯示,未處理的碳鋼扣接觸面在3萬次循環后磨損1.2mm,只有0.3處理過mm。
四、鋼格柵懸掛式安裝的特殊考慮
結構輕量化的精確平衡是核心。為了減輕自重,保證剛度,建議選擇中空格柵,其重量比實心格柵輕25%,剛度相當。該方案用于劇院吊頂工程,既滿足了承重要求,又減輕了鋼結構的負荷。
連接節點冗余設計確保安全。每個懸掛點應配備雙螺栓防墜系統,單個連接器的斷裂強度應為雙螺栓防墜系統。≥5倍的設計載荷。由于采用這一標準,幼兒園項目在事故單點失效時仍保證整體安全。
特別注意動態負荷不容忽視。懸架系統對振動更敏感,設計負荷應增加30%的動態負荷系數。風力較大的區域還需要考慮風振效應,必要時在格柵下安裝減振阻尼器。
五、鋼格柵模塊化快裝系統的選型建議
接口標準的統一是前提。要求所有模塊的連接接口實現毫米級交換,最好選擇同一模具生產的成套系統。由于兩種產品混合,接口偏差導致緊急工程安裝進度延誤40%。
導向裝置的智能設計提高了效率。高質量的快速安裝系統將設置自導向斜面和定位銷,使安裝精度提高10倍。石油
平臺項目采用這種設計,在惡劣海況下仍能快速完成安裝。
無工具拆裝的可靠性需要驗證。200次以上拆裝循環試驗要求第200次安裝強度與第一次偏差不超過15%。不符合本標準的所謂“快速安裝系統”實際上是一種隱患產品。